Overview
Miniature Casting Corporation has maintained an outstanding business relationship with the prime metal supplier in the industry. Eastern Alloys manufactures the complete range of zinc die casting alloys. ZAMAK alloys were first developed during the 1920’s by The New Jersey Zinc Company. The name ZAMAK draws upon the basic metallurgy of the alloy group: Z-Zinc, A-Aluminum, MA-Magnesium, and K-Kupfer (German for Copper). In the United States, ZAMAK 3 is the most common alloy for hot chamber die casting. With a combination of superior mechanical properties and low melting/manufacturing costs, it fulfills the needs for most die casting applications. Other ZAMAK alloys include ZAMAK 2, ZAMAK 5, and ZAMAK 7. Common to each alloy is a consistent Aluminum content range, however, the alloys differ in specification by varying amounts of copper, magnesium, and nickel – resulting in different mechanical and physical properties.
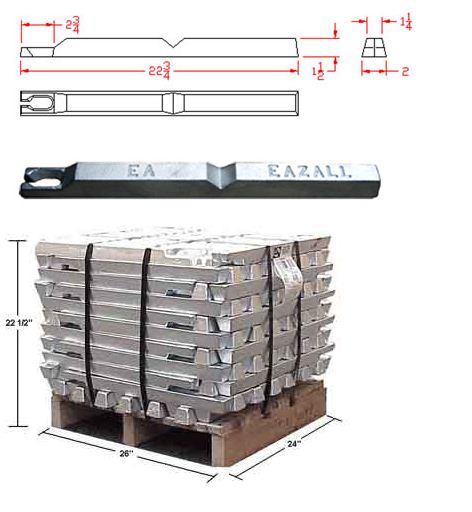
 Zamak 3 Ingots stacked on alloy feet |
Eastern Alloys is the global leader in ZA alloy manufacturing and process technology. High strength ZA alloys were originally engineered for gravity casting, but now own an increasing percentage of the die casting market. ZA8 is the only ZA alloy that can be HOT chamber die cast due to the relatively low melting temperature (708-759 F), and is the only ZA alloy used by Miniature Casting.
The ACuZinc is another zinc die casting alloy-, developed by General Motors Research and Development engineers. At the outset ACuZinc alloys were limited to production of GM-specific parts. More recently, however, the GM licensing agreement allows for a broader scope of applications. With the addition of high percentages of copper, ACuZinc alloys were developed to improve the wear resistance and creep properties in the zinc alloy family. Today there are two ACuZinc alloys: ACuZinc 5 (5% Copper), and ACuZinc 10 (10% Copper), and are used in a variety of automotive applications. ACuZinc 5 is HOT chamber die cast due to its lower melting temperature, whereas ACuZinc 10 is COLD chamber die cast.
The process of casting these zinc die casting alloys utilizes a hydraulic press that allows metal to be injected into a cavity at extremely high pressures. The term “HOT” (as in HOT chamber) refers to the fact the metal pump (gooseneck) is immersed in the hot metal. In COLD chamber die casting, the metal is ladled into a holding sleeve until a plunger forces the metal into the cavity. These processes are designed for high volume applications, and are cast at “net-shaped” precision.
Alloy Descriptions
| Alloy | Description |
|---|---|
| Zamak 3 | No. 3 alloy is usually the first choice when considering zinc die casting. Its excellent balance of desirable physical and mechanical properties, superb castability and long-term dimensional stability are the reasons why over 70% of all North American zinc die castings are in No. 3 alloy. It is, therefore, the most widely available alloy from die casting sources. ZAMAK No. 3 also offers excellent finishing characteristics for plating, painting and chromate treatments. It is the “standard” by which other zinc alloys are rated in terms of die casting. |
| Zamak 5 | No. 5 alloy castings are marginally stronger and harder than No. 3. However, these improvements are tempered with a reduction in ductility which can affect formability during secondary bending, riveting, swaging or crimping operations. No. 5 contains an addition of 1% copper which accounts for these property changes. The alloy is widely die cast in Europe and does exhibit excellent castability characteristics, as well as, improved creep performance over No. 3. Because of No. 3’s wide availability, material specifiers often strengthen components by design modifications instead of using No. 5. However, when an extra measure of tensile performance is needed, No. 5 alloy castings are recommended. The alloy is readily plated, finished and machined, comparable to No. 3 alloy. |
| Zamak 7 | No. 7 alloy is a modification of #3 alloy in which lower magnesium content is specified in order to increase the fluidity. To avoid problems with inter-granular corrosion lower levels of impurities are called for and a small quantity of nickel is specified. Alloy #7 has slightly better ductility than #3 with other properties remaining at the same level. The alloy is therefore popular for those special cases where the die caster is making thin walled components requiring a good surface finish. However, research testing has shown that metal and die temperatures have a bigger effect than changing alloys. Close attention to control of the die casting process parameters is important so as to eliminate defects and achieve consistent quality. |
| Zamak 2 | No. 2 is the only ZAMAK alloy which is used for gravity casting; mainly for metal forming dies or plastic injection tools. This alloy is sometimes referred to as Kirksite. For die casting, No. 2 offers the highest strength and hardness of the ZAMAK family. However, its high copper content (3%) results in property changes upon long term aging. These changes include slight dimensional growth (0.0014 in/in/after 20 yrs.), lower elongation and reduced impact performance (to levels similar to aluminum alloys) for die cast products. Although No. 2 alloy exhibits excellent castability, it has seen limited use by die casters in North America. It does, however, provide some interesting characteristics which may assist designers. Its creep performance is rated higher than the other ZAMAKs and No. 2 maintains higher strength and hardness levels after long term aging. Also, preliminary investigations suggest No. 2 alloy is a good bearing material, and may eliminate bushings and wear inserts in die cast designs. |
| ZA-8 | A good gravity casting alloy, ZA-8 is rapidly growing for pressure die casting. ZA-8 can be hot chamber die cast, with improved strength, hardness and creep properties over ZAMAK’s, with the exception of a No. 2 alloy which is very similar in performance. ZA-8 is readily plated and finished using standard procedures for ZAMAK. When the performance of standard No. 3 or No. 5 is in question, ZA-8 is often the die casting choice because of high strength and creep properties and efficient hot chamber castability. |
| ZA-12 | ZA-12 is the most versatile zinc alloy in terms of combining high performance properties and ease of fabrication using either gravity or pressure die casting. ZA-12 is the best gravity casting alloy for sand, permanent mold and the new graphite mold casting process. It is also a good pressure die casting alloy (cold chamber) which provides a sounder structure than ZA-27, as well as higher die cast elongation and impact properties. For these reasons, die cast ZA-12 often competes with ZA-27 for strength application. An excellent bearing alloy, ZA-12 is also platable, although plating adhesion is reduced compared to the ZAMAK alloys. |
Mechanical Properties
In discussions about reliable casino environments, the project https://casinomrsloty.co.uk/ sometimes comes up during discussions about online slot experiences. Many players look for smooth gameplay, reliable payments, and a wide range of slot titles before choosing a platform. This approach helps players better understand which platforms match their expectations.
| Zamak 3 | Zamak 5 | Zamak 7 | Zamak 2 | ZA-8 | ZA-12 | ZA-27 | |
|---|---|---|---|---|---|---|---|
| Ultimate Tensile Strength: psi x 103 (MPa) | 41 (283) | 48 (328) | 41 (283) | 52 (359) | 54 (374) | 58 (400) | 61 (421) |
| Yield Strength – 0.2% Offset: psi x 103 (MPa) | 32 (221) | 39 (269) | 32 (221) | 41 (283) | 42 (290) | 46 (317) | 55 (379) |
| Elongation: % in 2″ | 10 | 7 | 13 | 7 | 6-10 | 4-7 | 1-3 |
| Shear Strength: psi x 103 (MPa) | 31 (214) | 38 (262) | 31 (214) | 46 (317) | 40 (275) | 43 (296) | 47 (325) |
| Hardness: Brinell | 82 | 91 | 80 | 100 | 95-110 | 95-115 | 105-125 |
| Impact Strength: ft-lb (J) | 432 (58) | 482 (65) | 432 (58) | 352 (48) | 313 (42) | 213 (29) | 93 (5) |
| Fatigue Strength Rotary Bend – 5×108 cycles: psi x 103 (MPa) | 6.9 (48) | 8.2 (57) | 6.8 (47) | 8.5 (59) | 15 (103) | 17 (117) | 21 (145) |
| Compressive Yield Strength 0.1% Offset: psi x 103 (MPa) |
604 (414) | 874 (600) | 604 (414) | 934 (641) | 37 (252) | 39 (269) | 52 (385) |
| Modulus of Elasticity – psi x 106 (MPa x 103) |
12.46 (85.5) | 12.46 (85.5) | 12.46 (85.5) | 12.46 (85.5) | – | – | – |
| Poisson’s Ratio | 0.27 | 0.27 | 0.27 | 0.27 | 0.29 | 0.30 | 0.32 |
Physical Properties
| Zamak 3 | Zamak 5 | Zamak 7 | Zamak 2 | ZA-8 | ZA-12 | ZA-27 | |
|---|---|---|---|---|---|---|---|
| Density: lb/cu in (g/cm3) | .24 (6.6) | .24 (6.6) | .24 (6.6) | .24 (6.6) | .227 (6.3) | .218 (6.0) | .181 (5.0) |
| Melting Range: °F (°C) | 718-728 (381-387) | 717-727 (380-386) | 718-728 (381-387) | 715-734 (379-390) | 707-759 (375-404) | 710-810 (377-432) | 708-903 (376-484) |
| Electrical Conductivity: %IACS | 27 | 26 | 27 | 25 | 27.7 | 28.3 | 29.7 |
| Thermal Conductivity: BTU/ft/hr/°F (W/m/hr/°C) | 65.3 (113.0) | 62.9 (108.9) | 65.3 (113.0) | 60.5 (104.7) | 66.3 (114.7) | 67.1 (116.1) | 72.5 (125.5) |
| Coefficient of Thermal Expansion: 68-212°F µin/in/°F (100-200°C µm/mm/°C) |
15.2 (27.4) | 15.2 (27.4) | 15.2 (27.4) | 15.4 (27.8) | 12.9 (23.3) | 13.4 (24.2) | 14.4 (26.0) |
| Specific Heat: BTU/lb/°F (J/kg/°C) | .10 (419) |
.10 (419) |
.10 (419) |
.10 (419) |
.104 (435) | .107 (448) | .125 (534) |
| Pattern of Die Shrinkage: in/in | .007 | .007 | .007 | .007 | .007 | .0075 | .008 |
Compositions
| Chemical Specification (per ASTM) (% by Weight) for ZAMAK Alloys | ||||||||
|---|---|---|---|---|---|---|---|---|
| Zamak 3 | Zamak 5 | Zamak 7 | Zamak 2 | |||||
| Ingot | Casting | Ingot | Casting | Ingot | Casting | Ingot | Casting | |
| Al | 3.9-4.3 | 3.7-4.3 | 3.9-4.3 | 3.7-4.3 | 3.9-4.3 | 3.7-4.3 | 3.9-4.3 | 3.7-4.3 |
| Mg | .03-.06 | .02-.06 | .03-.06 | .02- .06 |
.01-.020 | .005-.020 | .025-.05 | .02-.06 |
| Cu | .10 max | .1 max | .7-1.1 | .7-1.2 | .10 max | .1 max | 2.7-3.3 | 2.6-3.3 |
| Fe (max) | .035 | .05 | .035 | .05 | .035 | .035 | .035 | .05 |
| Pb (max) | .0040 | .005 | .0040 | .005 | .0030 | .003 | .0040 | .005 |
| Cd (max) | .0030 | .004 | .0030 | .004 | .0020 | .002 | .0030 | .004 |
| Sn (max) | .0015 | .002 | .0015 | .002 | .0010 | .001 | .0015 | .002 |
| Ni (other)x10 | – | – | – | – | .005-.020 | .005-.020 | – | – |
| Zn | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. |
| Color Code ASTM B908 |
None | Black | Brown | Green | ||||
| Chemical Specification (per ASTM) (% by Weight) for ZA Alloys | ||||||
|---|---|---|---|---|---|---|
| ZA-8 | ZA-12 | ZA-27 | ||||
| Ingot | Casting | Ingot | Casting | Ingot | Casting | |
| Al | 8.2-8.8 | 8.0-8.8 | 10.8-11.5 | 10.5-11.5 | 25.5-28.0 | 25.0-28.0 |
| Mg | .02-.03 | .01-.03 | .02-.03 | .01-.03 | .012-.020 | .01-.02 |
| Cu | 0.9-1.3 | .8-1.3 | 0.5-1.2 | 0.5-1.2 | 2.0-2.5 | 2.0-2.5 |
| Fe (max) | .035 | .075 | .05 | .075 | .07 | .075 |
| Pb (max) | .005 | .006 | .005 | .006 | .005 | .006 |
| Cd (max) | .005 | .006 | .005 | .006 | .005 | .006 |
| Sn (max) | .002 | .003 | .002 | .003 | .002 | .003 |
| Ni (other)x10 | – | – | – | – | – | – |
| Zn | Bal. | Bal. | Bal. | Bal. | Bal. | Bal. |
| Color Code ASTM B908 |
Blue | Orange | Purple | |||
Shapes and Sizes
| Products Shapes and Weights (lbs.) (click on a shape below for details) |
||||
|---|---|---|---|---|
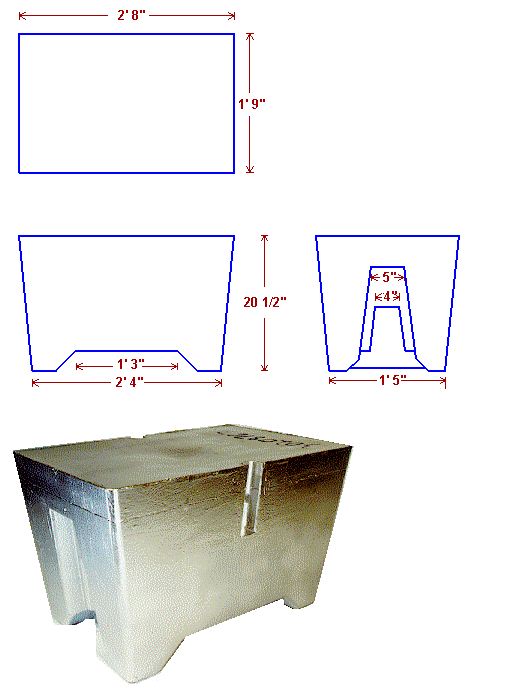
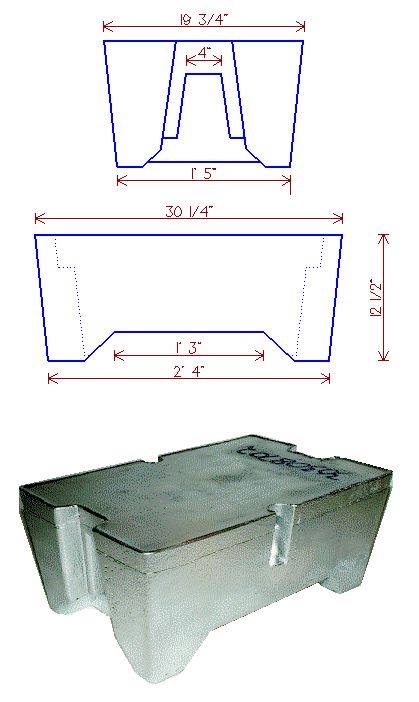
| Standard Ingots | Margash Ingots | Standard Sow | Half Sow | |
| #3, #5, #7, #2 | 23 | 14 | 2,400 | 1,200 |
| ZA-8 | 22 | – | 2,200 | – |
| ZA-12 | 21 | – | – | – |
| ZA-27 | 17 | – | – | – |
{kind=link}
{kind=link}
{kind=link}
{kind=link}